13 декабря, 2024
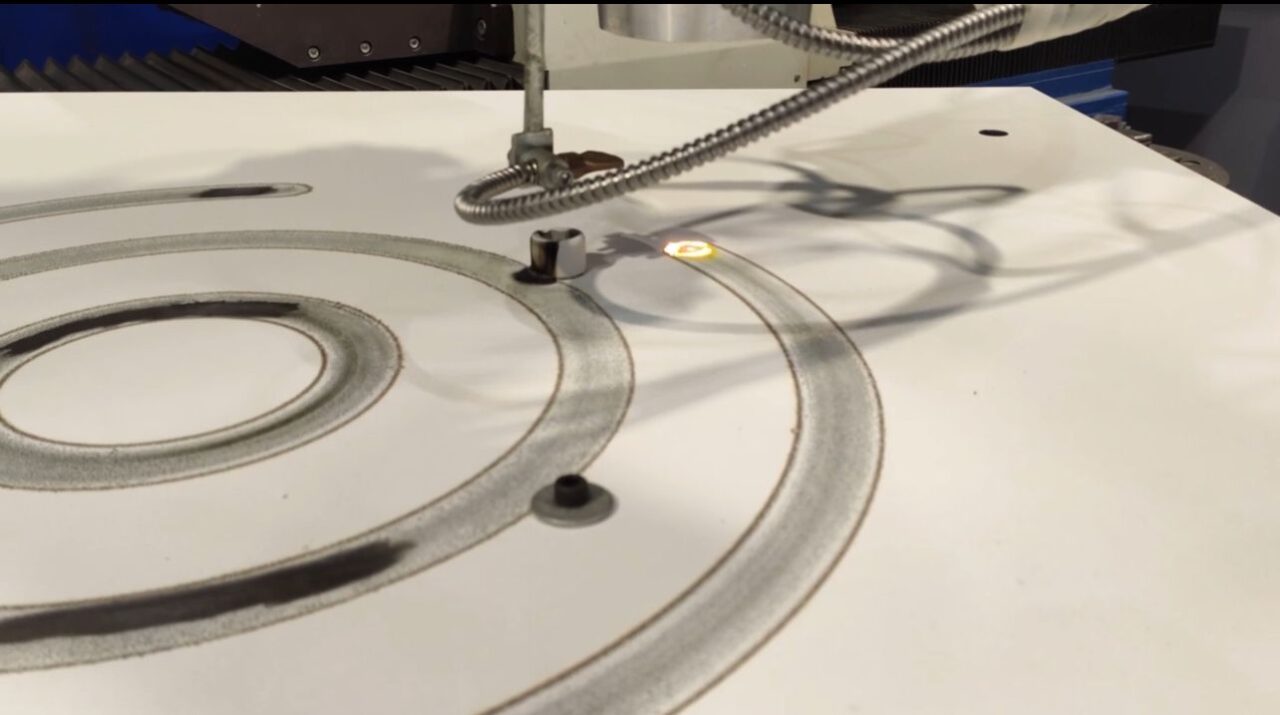
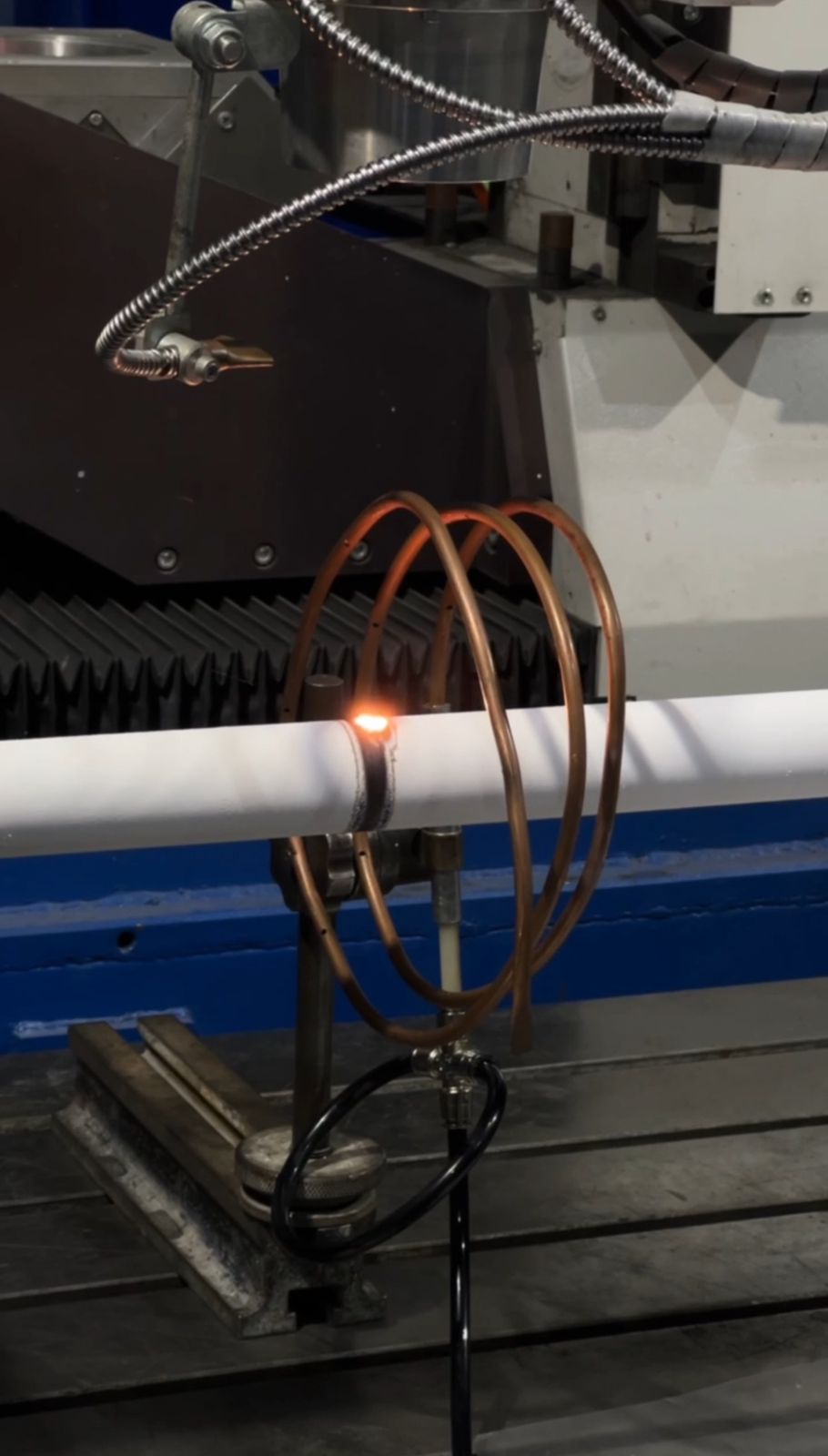
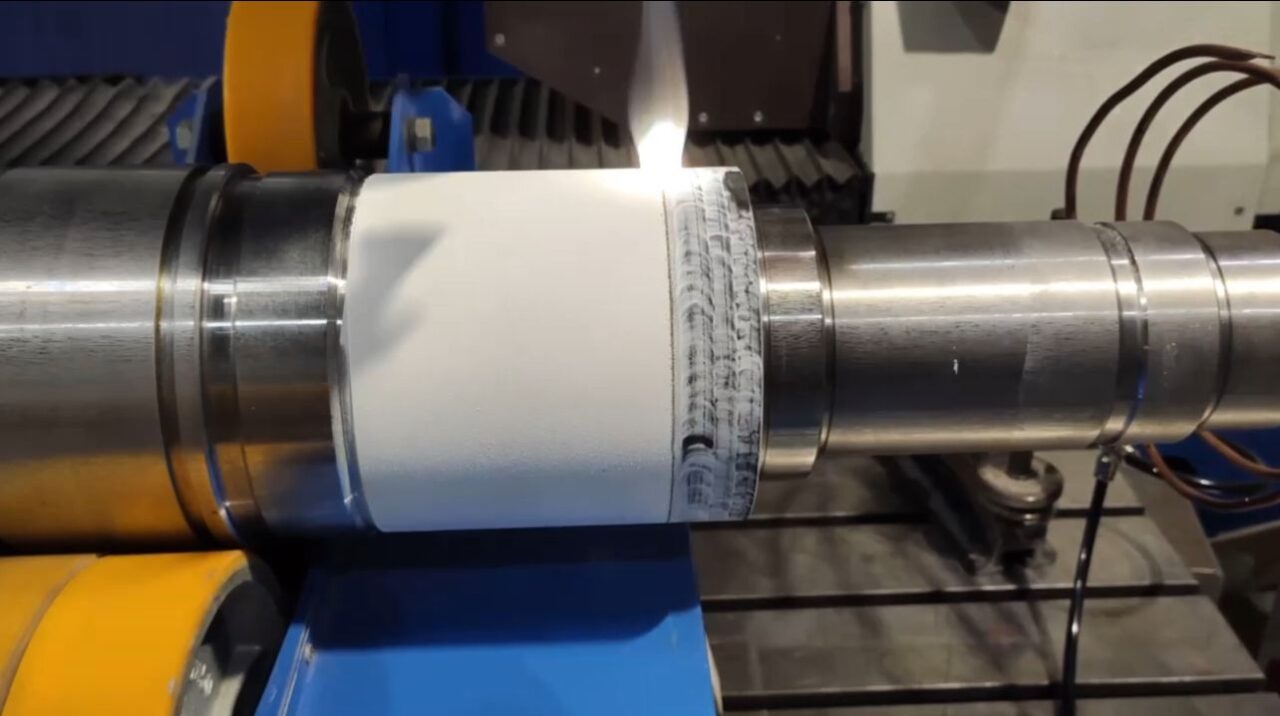
Лазерный комплекс в пути 
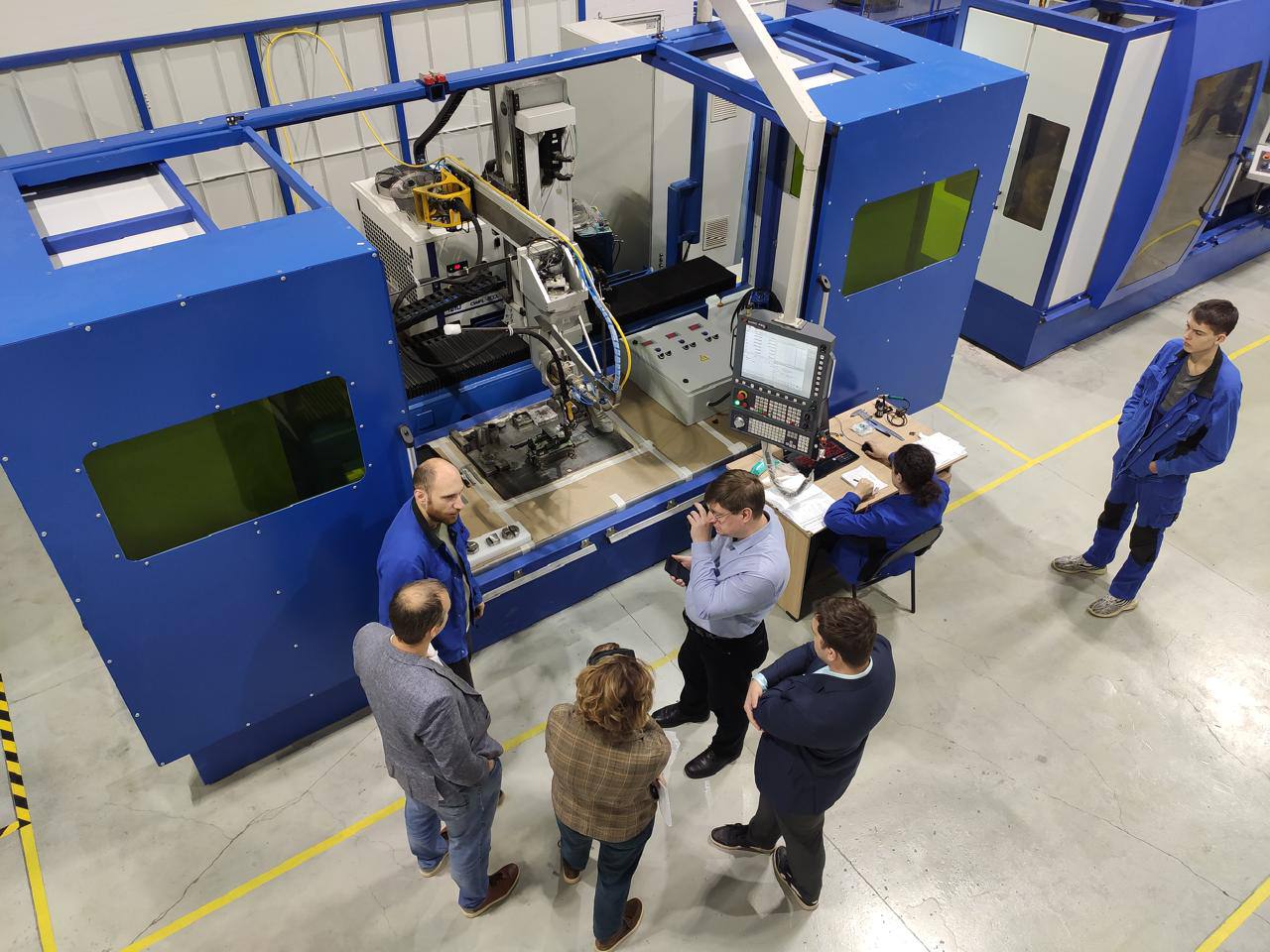
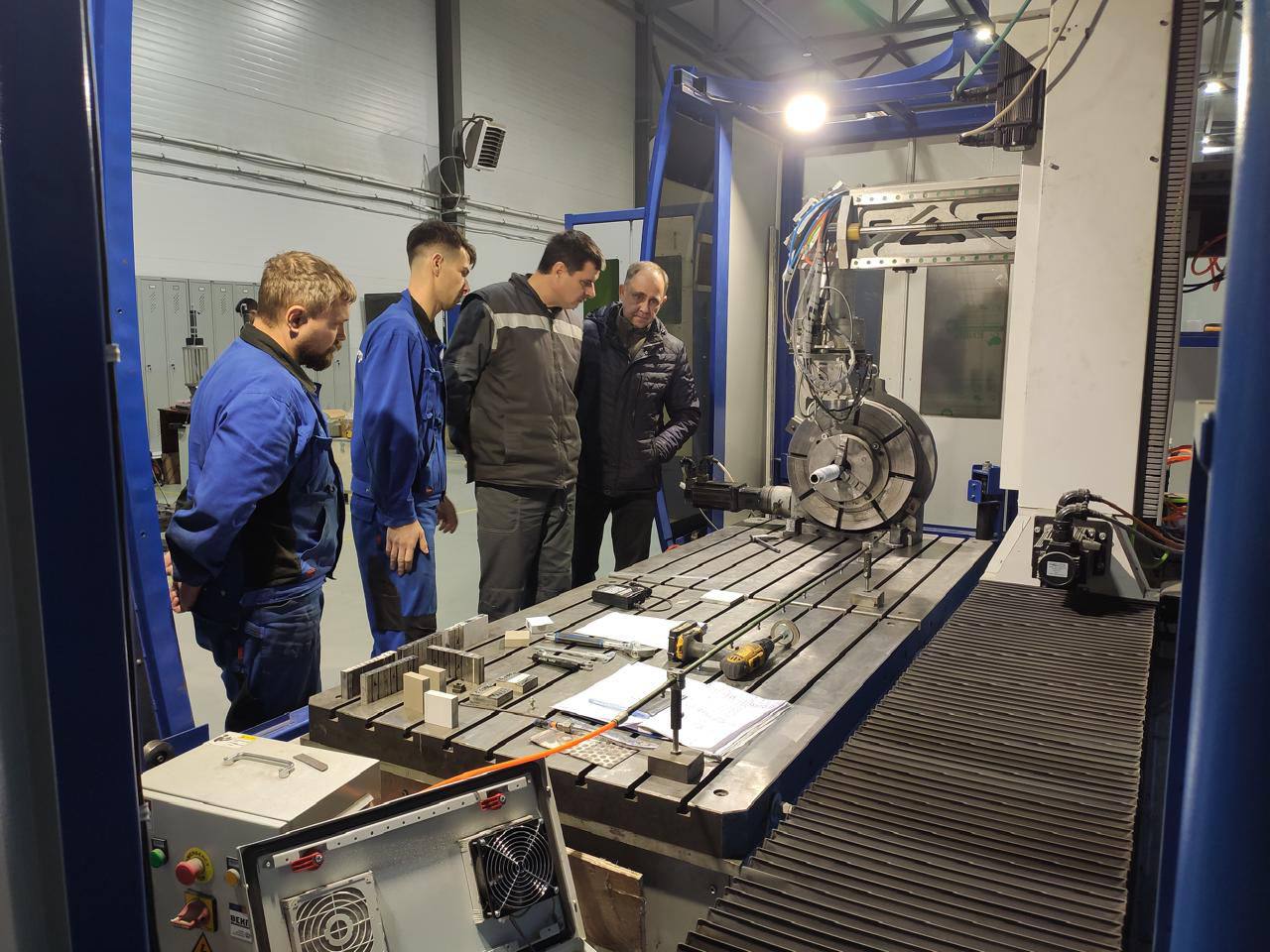
В пятницу, 13 декабря, ООО «ТермоЛазер» произвел отгрузку оборудования заказчику 
На фото и видео вы можете видеть как нашими специалистами производится комплектовка поддонов, запаковка и отправка оборудования заказчику.
Комплекс уже в пути, а это значит, что уже совсем скоро еще на одном из крупных предприятий будет работать наше оборудование!
 По итогам встречи гости остались довольны приёмом и рассматривают ГК PLASAR для сотрудничества в дальнейших проектах интеграторах.
По итогам встречи гости остались довольны приёмом и рассматривают ГК PLASAR для сотрудничества в дальнейших проектах интеграторах.


 8 800 100 88 26
8 800 100 88 26










 Компания «ТермоЛазер» производит и реализует высокоэффективные автоматизированные станки для лазерного упрочнения изделий из металлов. Помимо этого, мы предоставляем услуги по термоупрочнению деталей различного элементного состава и габаритных размеров. Оборудование для модификации поверхности металла нашего производства не уступает по возможностям зарубежным аналогам.
Компания «ТермоЛазер» производит и реализует высокоэффективные автоматизированные станки для лазерного упрочнения изделий из металлов. Помимо этого, мы предоставляем услуги по термоупрочнению деталей различного элементного состава и габаритных размеров. Оборудование для модификации поверхности металла нашего производства не уступает по возможностям зарубежным аналогам.