26 сентября, 2024
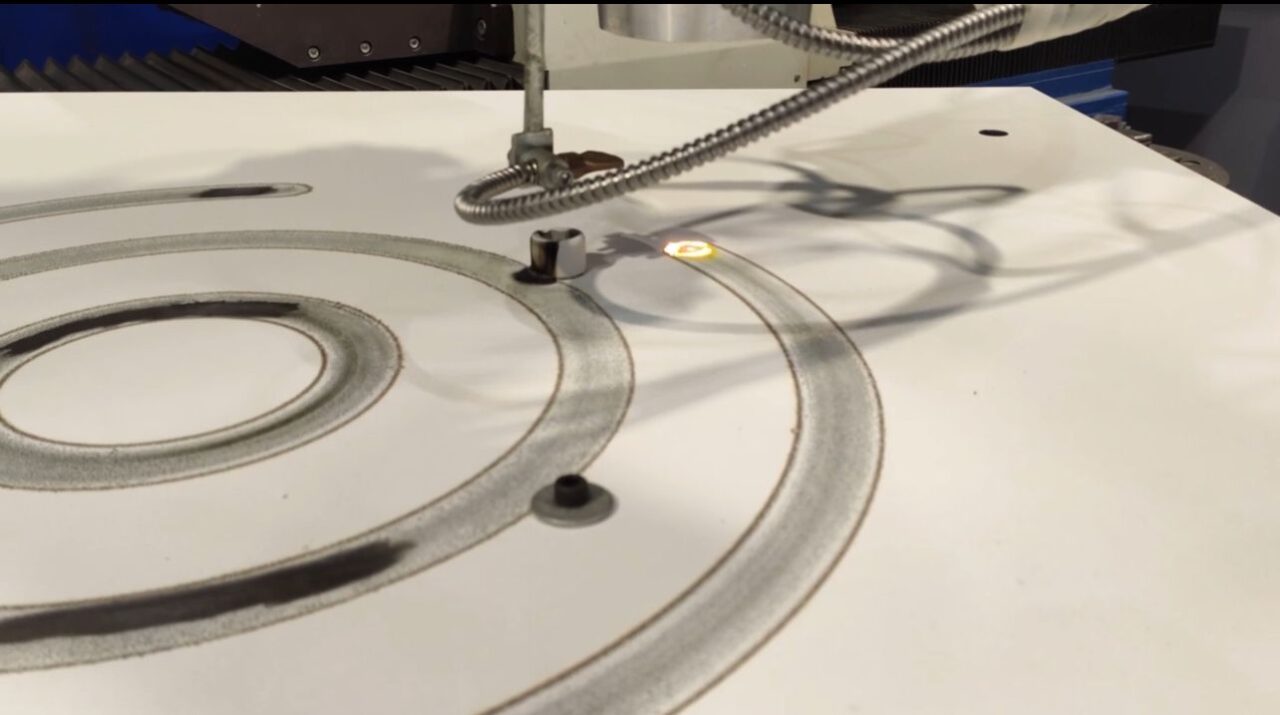
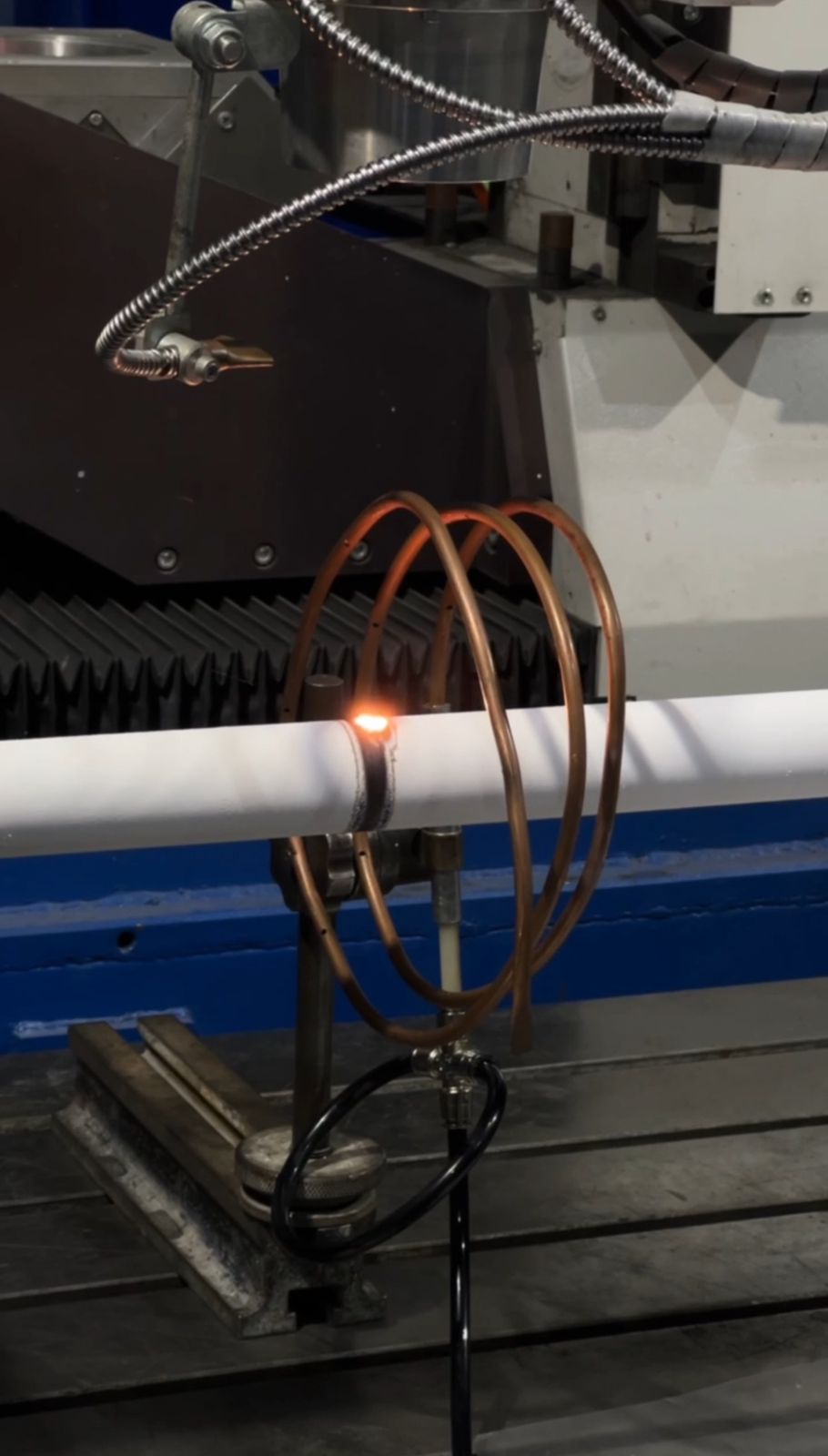
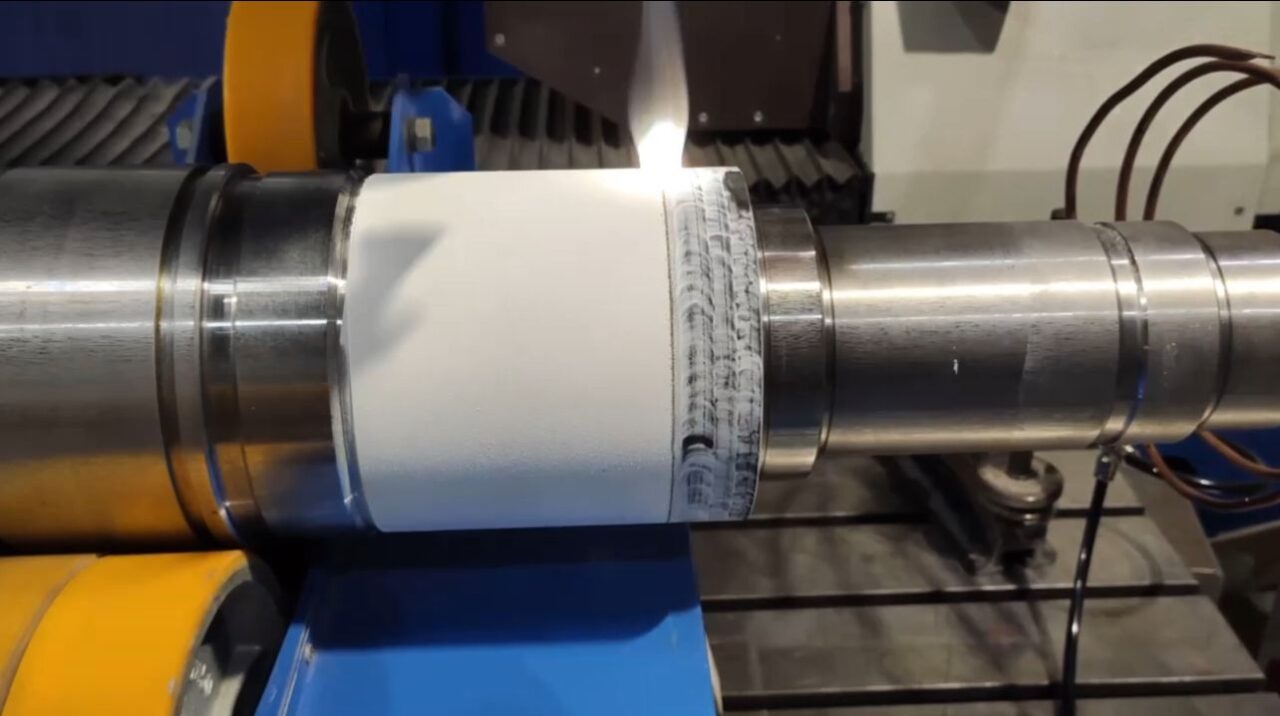
Сегодня наши технологи выполняют обработку заказа в интересах заказчика. Необходимо произвести лазерное термоупрочнение детали «Крышка» и достичь максимальной глубины закаленного слоя с максимальными показателями по твердости.
 Исходная твердость составила 16-20 HRC, после ЛТУ — 52-56 HRC
Исходная твердость составила 16-20 HRC, после ЛТУ — 52-56 HRC 
По вопросам сотрудничества:


 8 800 100 88 26
8 800 100 88 26



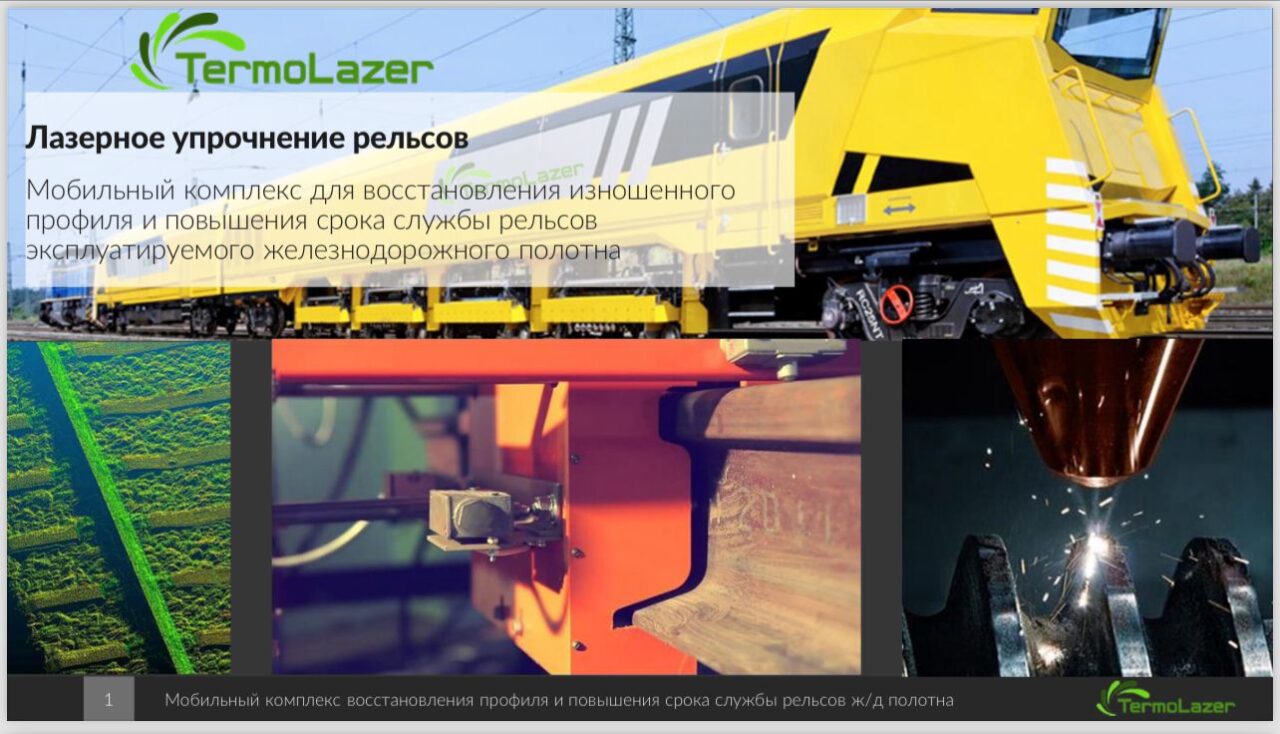
 Компания «ТермоЛазер» производит и реализует высокоэффективные автоматизированные станки для лазерного упрочнения изделий из металлов. Помимо этого, мы предоставляем услуги по термоупрочнению деталей различного элементного состава и габаритных размеров. Оборудование для модификации поверхности металла нашего производства не уступает по возможностям зарубежным аналогам.
Компания «ТермоЛазер» производит и реализует высокоэффективные автоматизированные станки для лазерного упрочнения изделий из металлов. Помимо этого, мы предоставляем услуги по термоупрочнению деталей различного элементного состава и габаритных размеров. Оборудование для модификации поверхности металла нашего производства не уступает по возможностям зарубежным аналогам.