3 мая, 2024
Уважаемые коллеги, друзья и партнеры!
Группа компаний PLASAR приглашает вас посетить наш стенд на выставке «Металлообработка-2024», которая пройдет с 20 по 24 мая в выставочном комплексе «Экспоцентр», г. Москва. На выставке мы продемонстрируем образцы нашего оборудования, которое поможет вам в решении поставленных задач.
Мы подробно расскажем:
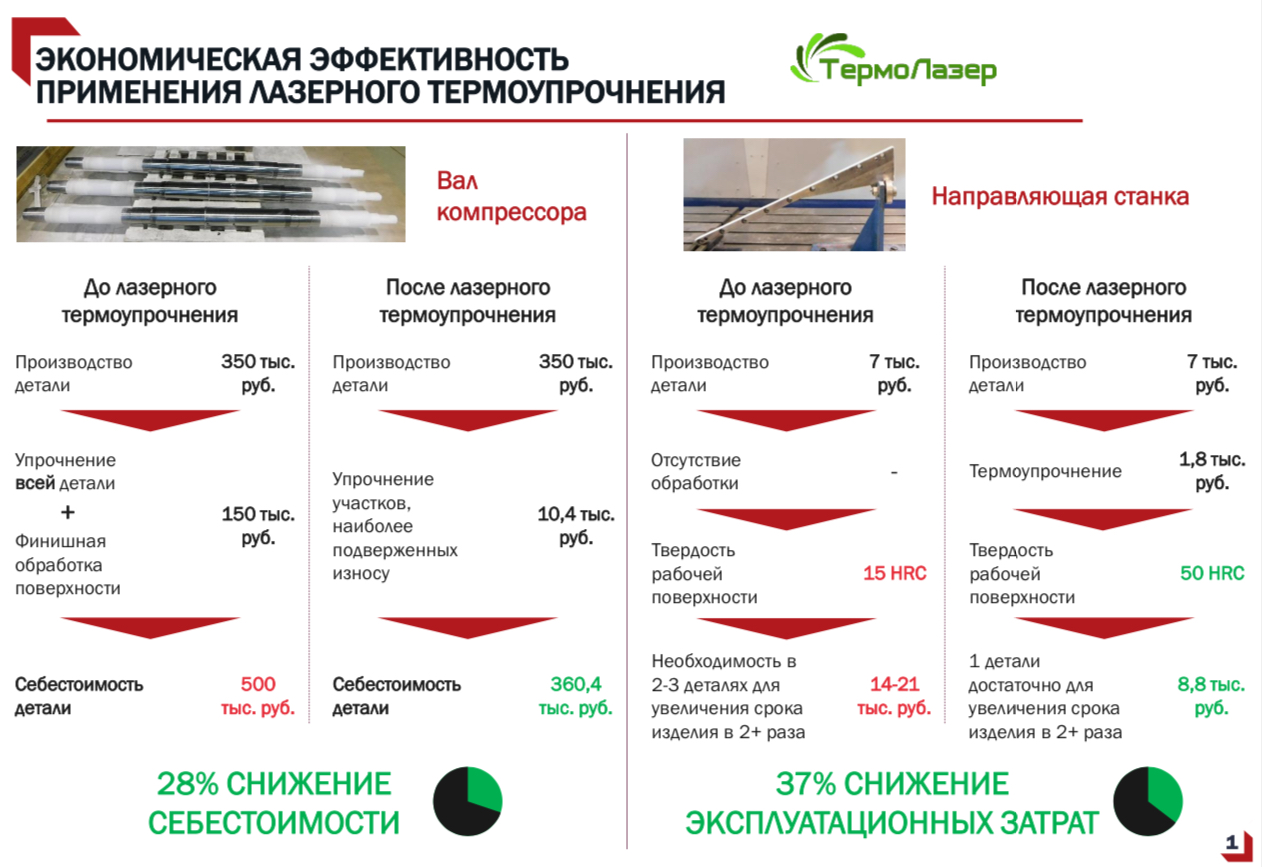
![]() об оборудовании для лазерного термоупрочнения и наплавки;
об оборудовании для лазерного термоупрочнения и наплавки;
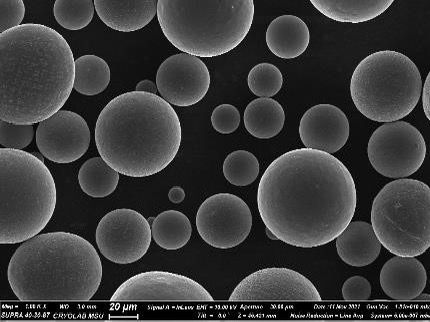
 о получении микродисперсных порошков металлов, сплавов и их химических соединений;
о получении микродисперсных порошков металлов, сплавов и их химических соединений;
о технологии по выращиванию деталей (3D-печать).
Наши координаты на выставке: павильон 2, зал 1, стенд 21Е10.
Будем рады видеть Вас в числе наших гостей!