




В современном машиностроении, нефтегазовой отрасли и энергетике восстановление изношенных деталей и создание упрочняющих покрытий — это ключевые задачи по оптимизации расходов. Среди методов нанесения функциональных слоев лидируют две технологии: лазерная наплавка и плазменная (PTA — Plasma Transferred Arc) наплавка.
Несмотря на общую цель — создание прочного металлургического соединения между основой и присадочным материалом — физика процессов, точность и экономическая эффективность этих методов существенно различаются.
1. Технологическая суть методов
Прежде чем переходить к сравнению, важно зафиксировать физические основы каждой технологии.
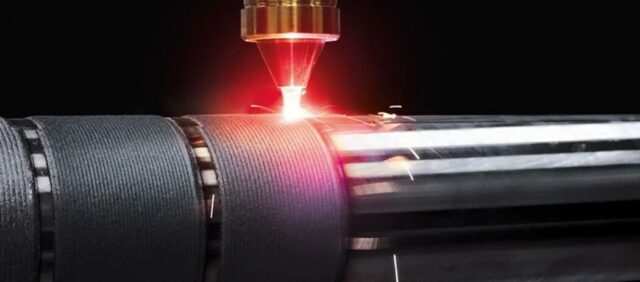
Лазерная наплавка
При этом методе источником энергии служит когерентное лазерное излучение высокой плотности. Лазерный луч создает узкую ванну расплава на поверхности детали, в которую подается присадочный порошок.
- Особенность: Фокусировка луча позволяет достичь экстремальной концентрации энергии на минимальной площади.
- Инструментарий: Для реализации процесса требуется специализированное оборудование для лазерной наплавки, включающее диодные или волоконные лазеры мощностью от 1 до 10 кВт.
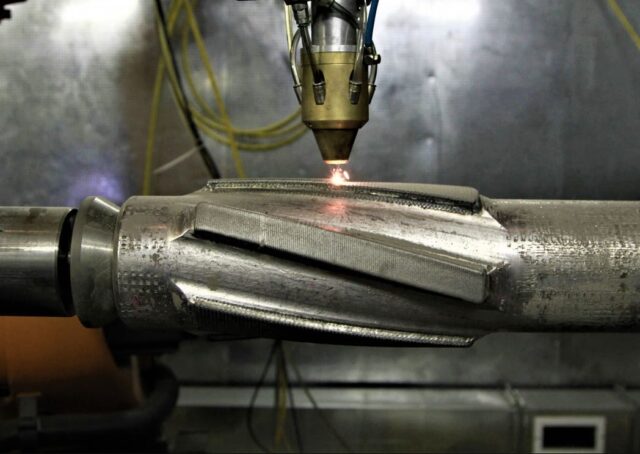
Плазменная наплавка (PTA)
Здесь источником тепла выступает сжатая дуга плазмотрона. Температура плазменной струи может достигать 15 000–30 000 °C. Присадка (обычно порошок или проволока) плавится в дуге и переносится на деталь.
- Особенность: Это эволюция дуговой сварки, где дуга стабилизирована соплом и инертным газом.
2. Зона термического влияния и глубина проплавления
Одним из критических параметров в металлургии является ЗТВ (Zone of Thermal Influence). Это область металла основы, которая не расплавилась, но претерпела структурные изменения из-за нагрева. В этом аспекте технологии демонстрируют принципиально разные показатели.
При использовании лазерной наплавки ширина ЗТВ составляет всего 0.1 – 0.5 мм. Благодаря высокой концентрации энергии металл нагревается и остывает настолько быстро, что тепло не успевает уйти вглубь заготовки. Это минимизирует риск термических поводков и короблений. Более того, степень перемешивания наплавленного слоя с основным металлом составляет всего 3% – 5%, что позволяет сохранять чистоту и заявленные свойства присадочного материала уже в первом слое.
Плазменная наплавка, напротив, характеризуется более объемным и длительным тепловложением. Ширина зоны термического влияния здесь колеблется в пределах 1.0 – 4.0 мм. Это ведет к глубокому проплавлению основы и значительной степени перемешивания — от 10% до 20%. Такие показатели могут быть полезны для обеспечения сверхвысокой адгезии на массивных деталях, но часто вызывают деформации в тонкостенных конструкциях и требуют нанесения нескольких слоев для достижения нужного химического состава поверхности.
3. Точность и чистота поверхности
В вопросах прецизионности лазерные технологии сегодня являются эталоном.
- Геометрическая точность: Лазер позволяет формировать слои толщиной от 0.2 мм до 2.0–3.0 мм за один проход с точностью позиционирования до микронов. Это критически важно при лазерной наплавке металла на сложные детали: лопатки турбин, кромки инструментов или прецизионные шейки валов.
- Припуски под мехобработку: Шероховатость поверхности после лазера значительно ниже, чем после плазмы. Это означает, что на финишную шлифовку уходит минимум времени и дорогостоящего абразивного инструмента.
- Локальность: Лазером можно восстановить узкую канавку, не затронув соседние участки. Плазменная струя имеет широкий «факел», который неизбежно перегревает большую площадь вокруг зоны обработки.
4. Сравнительная стоимость и производительность
Экономика проектов зависит от объема наплавляемого металла и сложности детали.
Капитальные вложения (CAPEX):
Лазерные комплексы — это высокотехнологичные системы, стоимость которых в 3–5 раз превышает стоимость плазменных установок. Интеграция лазера требует сложной оптики, систем точного позиционирования и специализированной защиты. PTA-системы конструктивно проще и доступнее для внедрения на небольших ремонтных участках.
Операционные расходы (OPEX) и КПД:
Современные волоконные лазеры обладают высоким КПД (до 30–40%) и обеспечивают минимальный расход присадочного порошка благодаря точности подачи. В плазменной наплавке основные расходы связаны с высоким потреблением защитных газов (аргон, гелий) и быстрым износом расходных частей плазмотрона — медных сопел и вольфрамовых электродов.
Производительность:
Если задача состоит в том, чтобы покрыть металлом огромную площадь (например, плиты футеровки весом в несколько тонн), плазменная наплавка часто оказывается эффективнее. Ее скорость наплавки по массе ($kg/h$) в бюджетном сегменте выше. Лазер догоняет плазму по скорости только при использовании источников мощностью свыше 10 кВт.
5. Материаловедение и микроструктура
Согласно исследованиям, соответствующим мировым стандартам материаловедения, микроструктура лазерного покрытия получается более мелкозернистой. Это обусловлено экстремальными скоростями кристаллизации — до $10^5-10^6$ К/с.
Мелкозернистая структура дает два важных преимущества:
- Повышенная твердость без избыточного охрупчивания.
- Высокая коррозионная стойкость, так как в металле меньше условий для сегрегации примесей на границах зерен.
При плазменной наплавке из-за более медленного остывания формируется крупнозернистая структура, что в ряде случаев может снизить ударную вязкость покрытия при эксплуатации в экстремальных условиях.
6. Итоговые рекомендации: что выбрать?
Для принятия решения стоит руководствоваться следующими критериями.
Выбирайте лазерную наплавку, если:
- Необходима хирургическая точность и минимальная деформация (валы, шпиндели, инструменты).
- Деталь изготовлена из сталей, чувствительных к перегреву.
- Требуется нанести тонкий слой дорогого сплава (стеллиты, карбиды) с сохранением его свойств в первом же слое.
- Вы стремитесь минимизировать затраты на последующую шлифовку.
Выбирайте плазменную наплавку (PTA), если:
- Вы работаете с массивными деталями, где допуски измеряются миллиметрами.
- Нужно нанести слой толщиной более 5 мм за один цикл.
- Бюджет на оборудование ограничен, а геометрия детали проста.
- Глубокое перемешивание с основой не является критическим фактором для эксплуатации.
Лазерная наплавка сегодня — это инвестиция в ресурс и качество, в то время как плазменная наплавка остается надежным решением для тяжелых индустриальных задач. При выборе метода всегда оценивайте критичность тепловых деформаций для конкретного узла.