12 августа, 2024
10 августа компания «ТермоЛазер» приняла участие в стратегической сессии «Разработка программы (стратегии) реализации приоритетных проектов развития промышленности и торговли Республики Татарстан до 2035 года» в г. Казань.
Сессия прошла под руководством Заместителя Премьер-министра – Министра промышленности и торговли Республики Татарстан Олега Коробченко.
Участие в сессии приняли представители министерств и ведомств, крупнейших корпораций Российской Федерации и Республики Татарстан, руководители и участники 23-х отраслевых комитетов Промышленного кластера Республики Татарстан.




 В результате обучения была выполнена сборка тестового проекта, получен исходный код для обновленной версии станка, а также обучающие материалы и сам программный продукт компании «ИНЭЛСИ».
В результате обучения была выполнена сборка тестового проекта, получен исходный код для обновленной версии станка, а также обучающие материалы и сам программный продукт компании «ИНЭЛСИ».
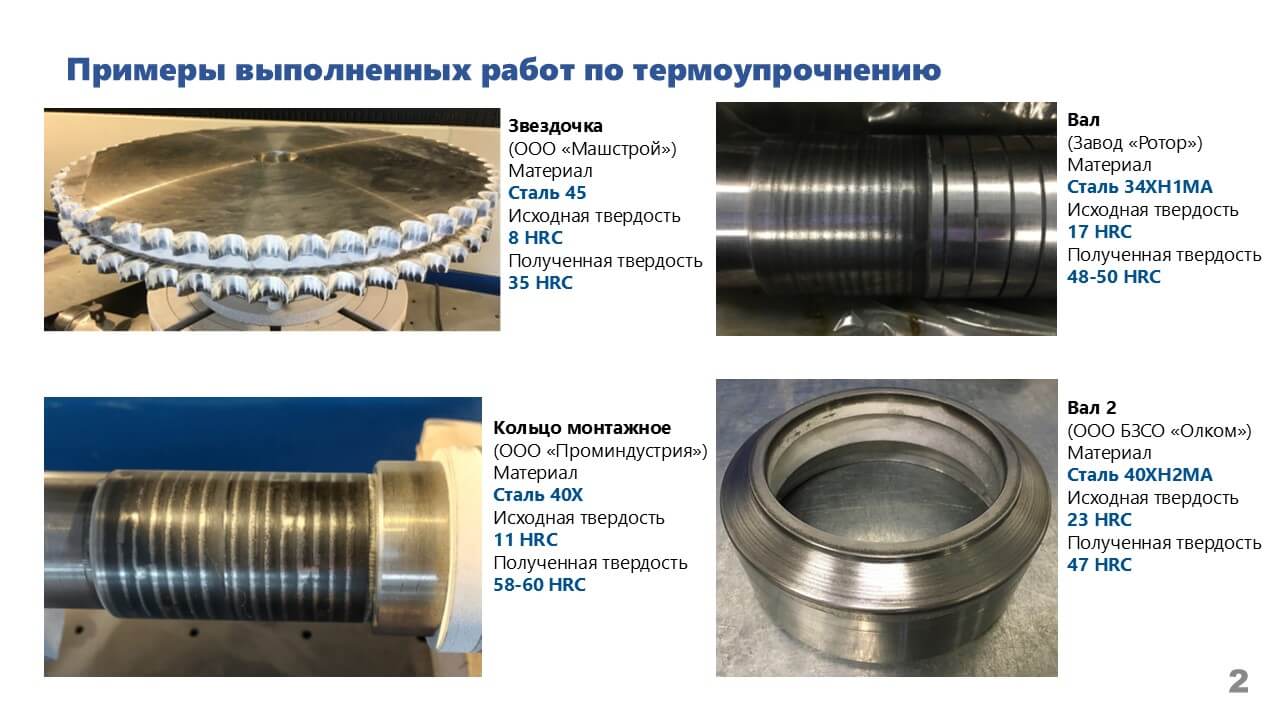
 59 HRC
59 HRC 

 Лазерный технологический комплекс на основе газового СО2 лазера предназначен для вырезания отверстий на верхней стороне пленки упакованного мата для гидропоники. Нашими специалистами проводилась замена импортного лазерного источника российским.
Лазерный технологический комплекс на основе газового СО2 лазера предназначен для вырезания отверстий на верхней стороне пленки упакованного мата для гидропоники. Нашими специалистами проводилась замена импортного лазерного источника российским.