Лазер давно перестал быть чем-то из области фантастики. Сегодня он работает в медицине, на производстве, в измерительных приборах и даже в бытовой технике. Но когда начинаешь разбираться в характеристиках лазерного излучения, возникает много вопросов. Что такое длина волны лазера? В чем она измеряется? Что такое частота лазера и на что она влияет? Почему лазеры бывают красными, зелеными, синими и невидимыми?
Рассказываем простыми словами о том, что нужно знать про лазерное излучение, его длину волны и частоту.
Что такое лазерный свет простыми словами
Лазер — это источник света, но света необычного. Обычная лампа или солнце излучают свет во все стороны сразу и состоят из множества разных волн. Лазер же генерирует узкий направленный луч, в котором все волны «шагают в ногу».
Лазерный свет имеет три главные особенности, которые отличают его от обычного:
- Монохроматичность — лазер излучает не весь свет сразу, а одну конкретную длину волны (то есть один цвет или невидимый диапазон).
- Когерентность — все волны в лазерном луче движутся синхронно, не разбегаясь.
- Направленность — лазерный луч почти не расходится с расстоянием, в отличие от света фонарика, который расплывается.
Именно эти свойства делают лазер мощным инструментом для резки, сварки, наплавки, измерения и лечения.
Что такое длина волны лазера
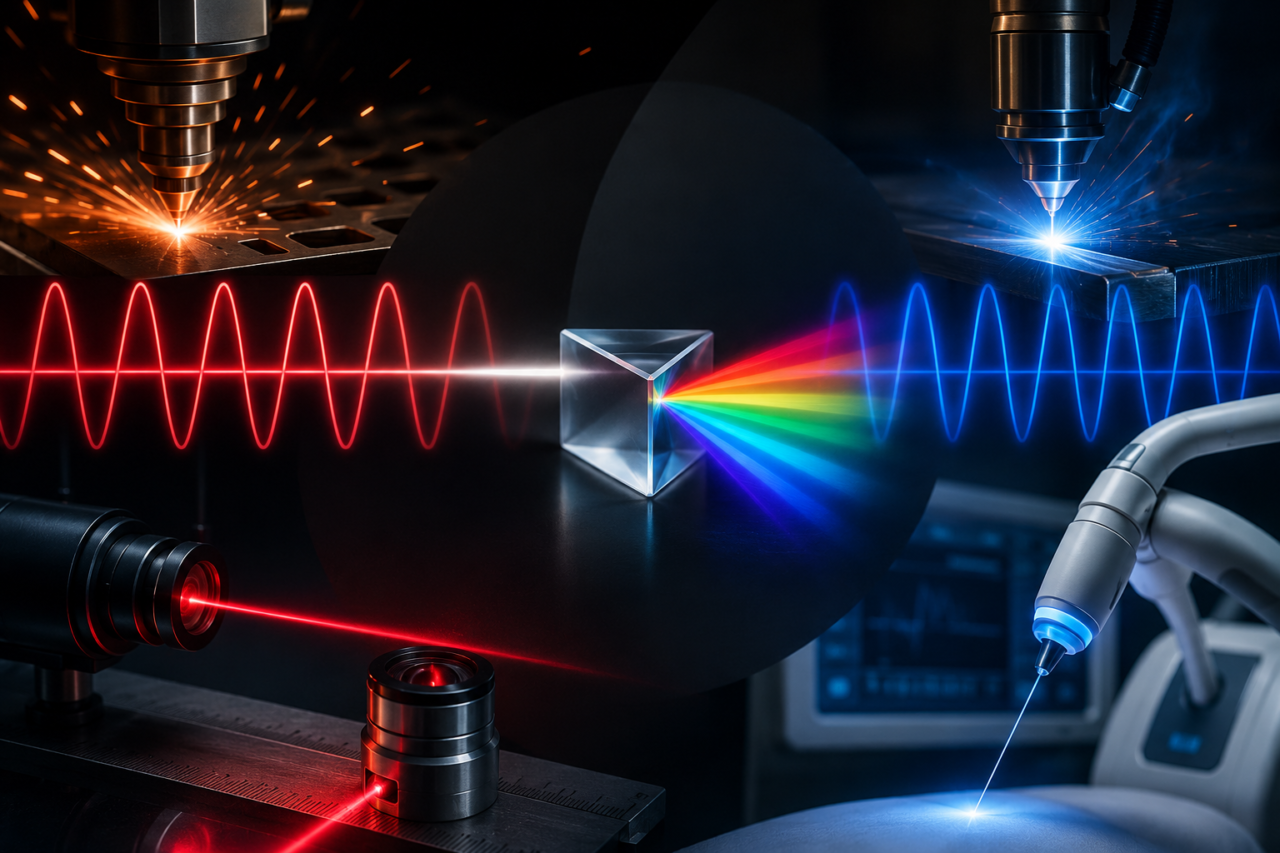
Длина волны лазера — это расстояние между двумя соседними пиками световой волны. Представьте рябь на воде: расстояние между двумя гребнями волн — это и есть длина волны. Только у света она намного меньше.
Лазерное излучение — это волна определенной длины. И именно эта длина определяет, что будет делать луч: резать металл, светить красным указателем или лечить ткани.
В чем измеряется длина волны лазера
Длина волны лазерного излучения измеряется в нанометрах (нм).
Один нанометр — это одна миллиардная часть метра. Человеческий глаз различает волны примерно от 400 до 700 нм. Всё, что короче 400 нм, — это ультрафиолет. Всё, что длиннее 700 нм, — это инфракрасный диапазон.
Для сравнения:
- толщина человеческого волоса — около 80 000 нм;
- длина волны красного лазера — около 650 нм;
- длина волны инфракрасного лазера — 800–1500 нм и выше.
На что влияет длина волны лазера
Это главный вопрос. Длина волны определяет практически всё, на что способен лазер.
- Цвет лазера (видимость)
Если длина волны попадает в видимый диапазон, мы видим цвет лазера:
- 445–450 нм — синий лазер;
- 532 нм — зеленый лазер (это число часто спрашивают в запросах «532 нм какой цвет» — это именно зеленый);
- 630–670 нм — красный лазер.
Красный лазер имеет длину волны около 650 нм и широко применяется в указках и сканерах штрих-кодов. Синий лазер — короче и агрессивнее. Зеленый — самый заметный для глаза, его часто используют в прицелах и астрономии.
- Способность проникать в материалы
Инфракрасный лазер (длина волны более 700 нм) глубже проникает в металлы и ткани, но при этом его не видно глазом. Именно такие лазеры (например, диодные или газоразрядные мощностью от 1 до 10 кВт) применяются в промышленности для термообработки, наплавки и резки металла.
Ультрафиолетовый лазер (короче 400 нм) имеет очень высокую энергию на единицу площади, но почти не проникает вглубь. Его используют для тонкой гравировки и в медицине.
- Безопасность
Чем короче длина волны, тем опаснее излучение для глаз и кожи. Ультрафиолет и синий свет сильнее повреждают сетчатку, чем красный. Инфракрасный диапазон тоже опасен, но по-другому: его не видно, поэтому человек может не заметить облучения.
Важно понимать: лазер — это не радиация в бытовом смысле. Лазерное излучение не делает предметы радиоактивными. Но оно может вызвать ожог. Так что на вопрос «лазер это радиация?» правильный ответ: нет, это световое излучение высокой плотности.
- Применимость для конкретных задач
Для промышленной обработки металлов (закалка, легирование, наплавка) чаще всего используются лазеры с длиной волны в ближнем инфракрасном диапазоне (800–1100 нм). Металлы хорошо поглощают такое излучение, а оптоволокно позволяет удобно доставить луч к детали.
Для медицинских процедур (физиотерапия, хирургия) используются разные диапазоны — от видимого до инфракрасного.
Для измерительных приборов и датчиков часто берут красные или зеленые лазеры — их легко навести на цель.
Что такое частота лазерного излучения
Частота лазера — это величина, обратная длине волны. Чем короче волна, тем выше частота. Они связаны простой формулой: чем выше частота, тем больше энергия излучения.
Частота лазерного излучения измеряется в герцах (сколько колебаний в секунду). Но на практике, когда говорят о лазерах, чаще оперируют длиной волны в нанометрах — это удобнее.
Основные характеристики лазерного излучения (коротко)
Если собрать всё самое важное, лазерное излучение описывается несколькими параметрами:
| Характеристика | Что означает |
| Длина волны (нм) | Цвет или невидимый диапазон, способность проникать в материалы |
| Частота (Гц) | Связана с длиной волны, определяет энергию фотонов |
| Мощность (Вт) | Сколько энергии несет луч в секунду |
| Когерентность | Согласованность волн (высокая у лазеров) |
| Направленность | Насколько узко идет луч |
Лазер — это свет или волна?
И то и другое. Лазер — это электромагнитная волна, как и обычный свет. Но благодаря своей особой природе он ведет себя более «организованно». Поэтому говорят и «лазерный луч», и «лазерная волна». Суть от этого не меняется.
Как узнать длину волны конкретного лазера
Для измерения длины волны лазерного излучения существуют специальные приборы. Самые распространенные:
- Спектральные анализаторы — разлагают луч на составляющие и показывают точную длину волны.
- Дифракционные решетки — позволяют оценить длину волны по углу отклонения луча.
- Интерференционные фильтры — пропускают только нужную длину волны и отсекают остальные.
В производственных условиях обычно не нужно измерять длину волны самостоятельно — она известна из документации на лазерный источник.
Коротко о главном
- Длина волны лазера — это расстояние между пиками световой волны, измеряется в нанометрах (нм).
- Цвет лазера зависит от длины волны: 445 нм — синий, 532 нм — зеленый, 650 нм — красный.
- Инфракрасные лазеры (больше 700 нм) не видны глазу, но глубоко проникают в металлы и ткани. Они используются в промышленности для термообработки и наплавки.
- Ультрафиолетовые лазеры (меньше 400 нм) имеют высокую энергию, но слабую проникающую способность.
- Частота лазерного излучения связана с длиной волны: чем короче волна, тем выше частота и выше энергия.
- Лазер — это не радиация, а направленный когерентный свет с высокой плотностью энергии.
Итог
Длина волны и частота лазера — это не абстрактные физические понятия. Они напрямую определяют, где и как можно использовать лазер. Для промышленной обработки металлов нужны мощные инфракрасные лазеры. Для измерительных приборов — видимые (красные или зеленые). Для медицины — в зависимости от задачи, от ультрафиолета до дальнего инфракрасного.
Понимание этих характеристик помогает выбрать правильное оборудование под свою задачу и не ошибиться с покупкой.













 На сегодняшний день площадка «ТермоЛазер» открыта для посещения всех заинтересованных контрагентов. Будем рады видеть вас у себя в гостях!
На сегодняшний день площадка «ТермоЛазер» открыта для посещения всех заинтересованных контрагентов. Будем рады видеть вас у себя в гостях!